Learning Pneumatic Conveying System with Chemical Engineering
Fluid Flow Operations
Chapter-1Flow Past Immersed Bodies:
Introduction
Fluidization
Types of Fluidization
Fluidization Characteristics – Fundamentals
Minimum Fluidising Velocity
Minimum Fluidization for irregular shape particles
Minimum Fluidization Velocity in terms of Terminal Setting Velocity
Problems
Solution
Fluid Flow Operations
Chapter-1Flow Past Immersed Bodies:
Introduction
The Situation where the solid is immersed in, and surrounded by, fluid is the subject of this chapter.
There are 3 possibilities for flow past immersed bodies:
Fluid at rest and the solid moving through it
2. The solid at rest and the fluid flowing past it
3. Fluid and the solid both moving.
The relative velocity between the fluid and solid is important.
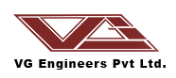
Drag
The force in the direction of flow exerted by the fluid on the solid is called
drag. By Newton’s third law of motion, an equal and opposite net force is exerted by the body on the fluid.
When the wall of the body is parallel with the direction of flow, as in the case of the thin flat plate the only drag force is the wall shear τw.
However, the wall of an immersed body makes an angle with the direction of flow. Then the component of the wall shear in the direction of flow contributes to drag.
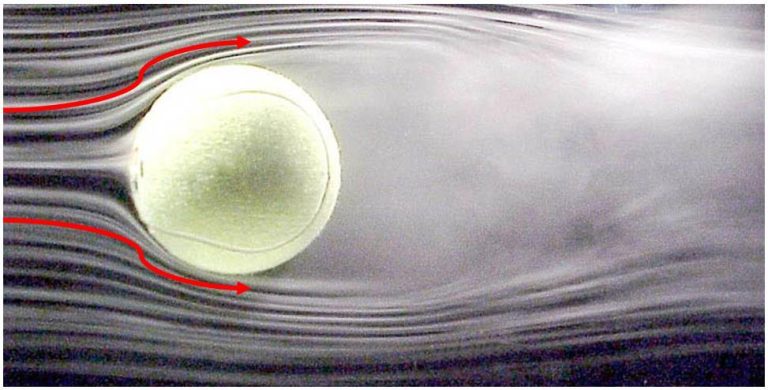
An extreme example is the drag of the flat plate perpendicular to the flow.
The total drag on an element of area is the sum of the two components.
The total integrated drag from wall shear is called Wall Drag.
The total integrated drag from pressure is called Form Drag.
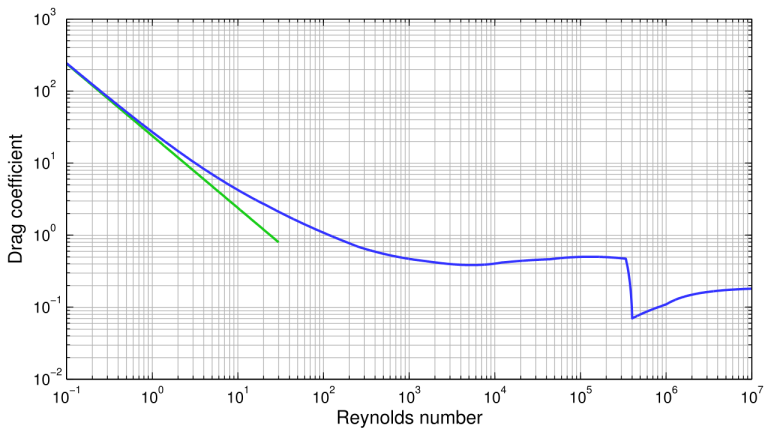
Drag Coefficients
Drag coefficient is used for immersed solids.
The drag coefficient,
For a given shape,
The Reynolds number for a particle in a fluid is defined as,
Where DP = characteristic length,
Fluidization
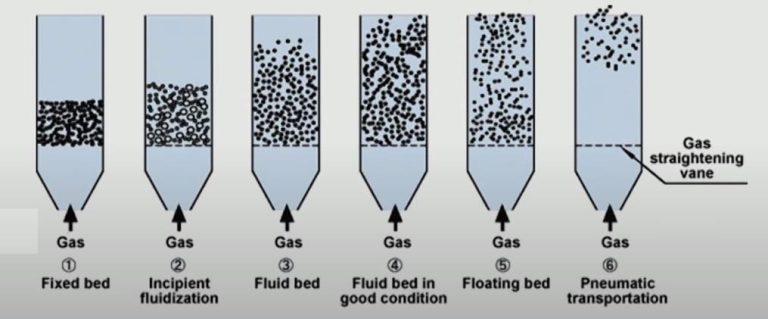
When a fluid is passed downwards through a bed of solids, no relative movement between the particles takes place, unless the initial orientation of the particles is unstable. When a fluid is passed upwards through a bed and if, the frictional drag on the particles becomes equal to their apparent weight, that is the actual weight less the buoyancy force, the particles become rearranged thus offering less resistance to the flow of fluid and the bed starts to expand with a corresponding increase in voidage.
This process continues with increase in velocity, with the total frictional force remaining equal to the weight of the particles, until the bed has assumed its loosest stable form of packing. If the velocity is then increased further, the individual particles separate from one another and become freely supported in the fluid. At this stage, the bed is described as fluidized.
Types of Fluidizations
The fluid velocity at which this motion of particles just starts is called the minimum fluidization velocity. Further, increase in the velocity causes the particles to separate still further from one another, although the pressure difference remains approximately equal to the weight per unit area of the bed.
With a liquid, the bed continues to expand as the velocity is increased and it maintains its uniform character, with the degree of agitation of the particles increasing progressively. This type of
fluidization is known as particulate fluidization.
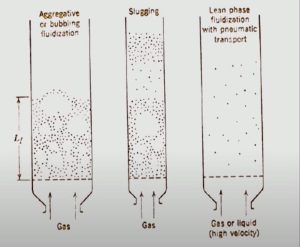
With a gas, however, uniform fluidization is frequently obtained only at low velocities. At higher velocities two separate phases may form — a continuous phase, often referred to as the dense or emulsion phase, and a discontinuous phase known as the lean or bubble phase. The fluidization is then said to be aggregative fluidization.
In many industrial applications, a highly bubbling fluidized bed is not desirable. It is due to the fact that since gas bubbles carry little or no solid particles with it and thus, practically bypass the solid phase, the basic purpose of fluidization (namely, the intimate mixing between the two phases) is not met.
The fluid must be evenly distributed at the bottom of the bed and it is usually necessary to provide a distributor.
Fluidization Characteristics – Fundamentals
When a fluid is passed upwards through a bed of particles the pressure loss in the fluid due to frictional resistance increases with increasing fluid flow. A point is reached when the upward drag force exerted by the fluid on the particles is equal to the apparent weight of particles in the bed.
At this point the particles are lifted by the fluid, the separation of the particles increases, and the bed becomes fluidized.
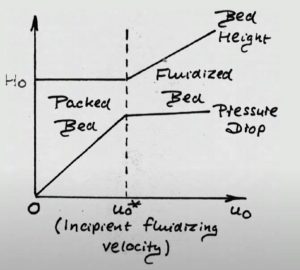
Zone OA’ shows the static bed for which the plot is straight. Porosity of this bed remains constant even if fluid velocity is increased. At point A’, the bed becomes unstable and a minor movement and readjustment of particles begin to take place to offer maximum cross-sectional area for fluid flow.
Instability of the bed continues as the fluid velocity is increased, until at point A the loosest arrangement of particles is established. This point A is the point of minimum or incipient fluidization.
From the point A, the bed begins to expand with increasing fluid velocities, since the porosity of the bed increases. At point B fluidization is complete and all particles are in motion. Beyond point B, further increase in fluid velocity can be obtained by relatively slight increase in pressure drop.
It requires to overcome the increase in friction losses between the fluid and walls of the column. Consequently, (- ΔP) remains essentially constant with increase in fluid velocity from point B and C.
Minimum Fluidizing Velocity
The minimum fluidizing velocity, umf , may be determined experimentally by measuring the pressure drop across the bed for both increasing and decreasing velocities and plotting the results. The two ‘best’ straight lines are then drawn through the experimental points and the velocity at their point of intersection is taken as the minimum fluidizing velocity.
Minimum Fluidization for irregular shape particles
Minimum Fluidization Velocity in terms of Terminal Setting Velocity
This shows that u0/umf is much larger for low values of Ga, generally obtained with small particles, than with high values. For particulate fluidization with liquids, the theoretical range of fluidizing velocities is from a minimum of umf to a maximum of u0.
Problems
A partial oxidation is carried out by passing air with 1.2 mole percent hydrocarbon through 40-mm tubes packed with 2m of 3-by-3-mm cylindrical catalyst pellets. The air enters at 350°C and 2.0 atm with a superficial velocity of 1 m/s. What is the pressure drop through the packed tubes? How much would the pressure drop be reduced by using 4-mm pellets?
Assume e = 0.40.
2. A catalyst tower 40ft high and 18ft in diameter is packed with 1-in.-diameter spheres. Gas enters the top of the bed at a temperature of 450oF and leaves at the same temperature. The pressure at the bottom of the catalyst bed is 30 lbf /in2 abs. The bed porosity is 0.40. If the gas has average properties similar to propane and the time of contact (based on flow in the void space) between the gas and the catalyst is 8 s, what is the inlet pressure?
3. The pressure drop for air flow through a column filled with 1-in. ceramic Raschig rings is 0.01 in. water per foot when G0 = 80 lb/ft2-h and 0.9 in. water per foot when G0 = 800 lb/ft2-h, all for a mass velocity of the liquid flowing counter currently of 645lb/ft2 -h. Since the change in pressure drop with liquid rate is slight in the range of liquid mass velocities between 645 and 1980 lb/ft2-h, ignore the liquid holdup and estimate the void fraction if the rings have a wall thickness of 1/8 in. Use this void fraction and the Ergun equation to predict the pressure drop, and discuss the difference between predicted and experimental values.
4. The following data are reported for the flow of air through beds of granular activated carbon. Compare the pressure drops with values predicted using the Ergun equation and predict the pressure drops for both sizes at air velocities of 100 and 200 ft/min.
5. The pressure drop through a particle bed can be used to determine the external surface area and the average particle size. Data for a bed of crushed ore particles show Δp/L= 84 (lbf/in2)/ft for airflow at a superficial velocity of O.G15 ft/s. The measured void fraction is 0.47, and the estimated sphericity φs is 0.7. Calculate the average particle size and the surface area per unit mass if the solid has a density of 4.1 g/cm3. How sensitive is the answer to an error of 0.01 in ε?
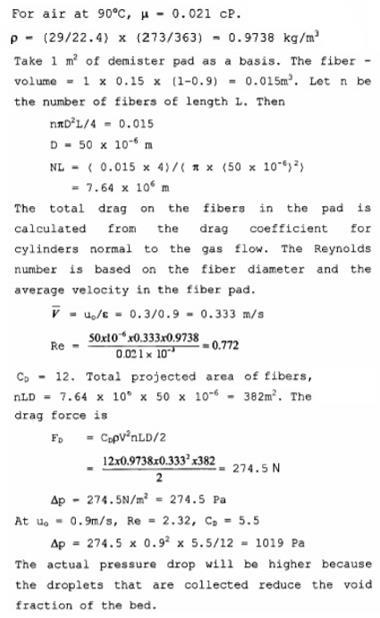
6. A 6-in. thick demister pad for removing fine droplets of H2S04 from a gas stream is made of 50-µm fibers randomly oriented in the plane perpendicular to the gas flow. The average porosity is 0.90. Calculate the pressure drop for gas velocities of 1 and 3 ft/s at 90°C and 1 atm using the drag coefficients for individual fibers.
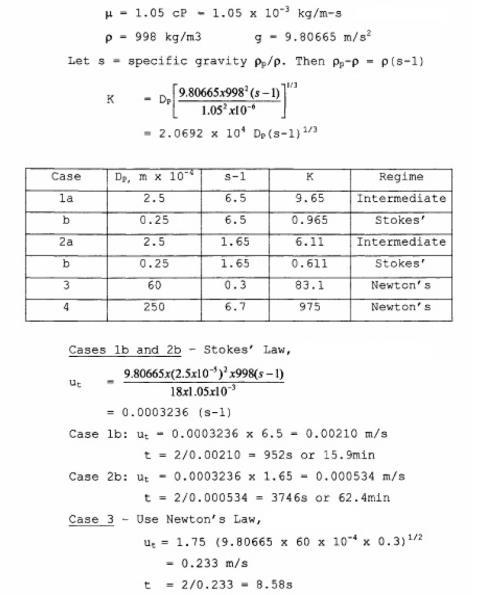
7. How long will it take for the spherical particles in Table to settle, at their terminal velocities under free-settling conditions, through 2m of water at 20°C?
8. A cyclone separator is used to remove sand grains from an airstream at 150°C. If the cyclone body is 0.6 m in diameter and the average tangential velocity is 16 m/s, what is the radial velocity near the wall of particles 20 and 40 µm in size? How much greater are these values than the terminal velocity in gravity settling?
9. Urea pellets are made by spraying drops of molten urea into cold gas at the top of a tall tower and allowing the material to solidify as it falls. Pellets 6 mm in diameter are to be made in a tower 25 m high containing air at 20°C. The density of urea is 1330 kg/m3.
(a) What would be the terminal velocity of the pellets, assuming free-settling conditions?
(b) Would the pel1ets attain 99 percent of this velocity before they reached the bottom of the tower?
10. Spherical particles 1 mm in diameter are to be fluidized with water at twice the minimum velocity. The particles have an internal porosity of 40 percent, an average pore diameter of 10 µm, and a particle density of 1.5 g/cm3. Prove that the flow through the internal pores is very small compared to the flow between the particles and that the internal porosity can be neglected in predicting the fluidization behavior.
11. Catalyst pellets 0.2 in. in diameter are to be fluidized with 100,000 lb/h of air at 1 atm and 170 F in a vertical cylindrical vessel. The density of the catalyst particles is 60 Ib/ft3; their sphericity is 0.86. If the given quantity of air is just sufficient to fluidize the solids, what is the vessel diameter?